Автоматизированная линия «AER-100» для производства теплоизоляционных газобетонных изделий.
ОСНОВНЫЕ СВЕДЕНИЯ
Линия предназначена для выпуска ячеистого бетона с базовой маркой по средней плотности Д150. Вид ячеистого бетона по классификации ГОСТ 25485-89 - неавтоклавный, теплоизоляционный газобетон на цементном вяжущем неавтоклавный. Производственная мощность линии составляет 100 м3 в сутки.
Установленная мощность оборудования – 150 кВт.
Обслуживающий персонал – 7 человек.
Линия размещается в производственном помещении с температурой не ниже +5 град. площадью 1000 м2. Высота помещения в зоне смесительной этажерки – 8,5 метра, высота основного помещения – 3,5 метра, высота камер ТВО – 1.2 метра.
ПРОДУКЦИЯ
Линия предназначена для выпуска теплоизоляционных плит по ГОСТ 5742-76 «Изделия из ячеистых бетонов теплоизоляционные» с базовым размером 600х600х100 мм. Марка по средней плотности Д150, прочность 0,3 МПа, коэффициент теплопроводности 0,045 Вт/м*град.
Теплоизоляционные газобетонные плиты являются альтернативой традиционным теплозащитным материалам – изделиям из пенополистирола и минеральной ваты. В отличие них теплоизоляционный газобетон не горюч, паропроницаем, не требует ветрозащиты, долговечен, экологичен. Теплоизоляционный газобетон может предназначен для энергоэффективной теплоизоляции жилых и промышленных зданий (кровли, стены, существующие фасады, полы, чердачные помещения и т.п.). Важным обстоятельством является низкая материалоемкость и себестоимость при производстве.
СЫРЬЕВЫЕ КОМПОНЕНТЫ
В базовый состав входят следующие сырьевые компоненты:
- Портландцемент ЦЕМ I 42,5 Н с расходом 90 кг/м3;
- Алюминиевая паста - 1.1 кг/м3;
- Минеральное волокно - 1 кг;
- Микронаполнитель;
- Добавки регуляторы схватывания, водоредуцирующие добавки и пр.
- Вода.
ПОРЯДОК СОТРУДНИЧЕСТВА
Сотрудничество с Заказчиком оборудования начинается с согласования технического задания на проектирование линии. После этого составляется проект линии. Для составления проекта Заказчик предоставляет чертежи производственного помещения и генеральный план земельного участка. После согласования технического задания заказчик получает проект компоновки производственной линии и коммерческое предложение на изготовление, монтаж и пусконаладку оборудования.
ОПИСАНИЕ РАБОТЫ ЛИНИИ
1. Складирование и дозирование сырьевых компонентов.
Цемент
Основной сырьевой компонент - портландцемент марки ЦЕМ I 42,5Н. Поставка цемента ведется автоцементовозами, разгрузка производится пневмотранспортном в цементный силос (60 тонн). Силос оборудован цементным фильтром для исключения попадания цементной пыли в окружающую среду при загрузке силоса. Силос оборудован системой удаления крупных включений (мелющие тела и пр.) из загружаемого потока материала. Из силоса цемент шнековым питателем дозатором подается в систему трубопроводов классификатора, где мелкая фракция заданного размера отсеивается. Крупная фракция цемента подается шаровой мельницы. После измельчения в мельнице цемент также поступает в классификатор, откуда недомолотая крупная фракция вновь попадает в мельницу, а мелкая заданной гранулометрии через систему циклонов и фильтров подается в промежуточный бункер цемента. Из промежуточного бункера цемента в дозатор цемента вяжущее подается шнековым питателем. Дозатор подает отмеренную дозу вяжущего в газобетоносмеситель СПГБ- 1000.
Тонкодисперсный наполнитель
Технологии предусматривается использование высокодисперсной минеральной добавки-наполнителя в количестве до 30% от массы цемента. Вид добавки определяется исходя из географического и экономического положения региона эксплуатации линии. Наполнитель из бункера подается в весовой дозатор шнековым питателем. Весовой дозатор подает отмеренную дозу добавки в газобетоносмеситель СПГБ- 1000.
Вода
Линия укомплектована емкостями горячей воды и холодной воды. Количество холодной и горячей воды задается с пульта управления линии исходя из требований технологического регламента. Вода подается в весовой дозатор насосами. Весовой дозатор воды дозирует воду в газобетоносмеситель СПГБ- 1000.
Газообразователь
В качестве добавки газообразователя используют алюминиевую паста. Линия укомплектована системой приготовления и подготовки водного раствора алюминиевой суспензии. Приготовленная активированная суспензия подается в весовой дозатор, затем в газобетоносмеситель СПГБ- 1000.
Добавки
Вид добавок модификаторов определяется требованиями технического задания на проектирование линии. Линия оборудована системой подготовки, подачи и дозирования добавок-модификаторов.
2. Приготовление газобетонной смеси
Газобетоносмеситель СПГБ-1000 после сырьевых компонентов обеспечивает равномерное распределение частиц алюминия в газобетонной смеси и гидроактивацию портландцемента за счет интенсивного перемешивания специально спроектированным рабочим органом. Дополнительно линия комплектуется системой интенсивной гидравлической активации портландцемента на базе высокоскоростной коллоидной мельницы. Система гидроактивации, конструкция газобетоносмесителя, составы и режимы приготовления смеси являются ноу-хау предприятия-изготовителя.
3. Твердение и резательная технология изделий.
Приготовленная газобетонная смесь подается в подготовленную опалубку – нагретую до заданной температуры и с нанесенной смазкой. Опалубка представляет собой колесную тележку со съемными бортами. Далее форма перемещается на пост ударного формования газобетонного массива, на котором происходит интенсивное газообразование в смеси. Между ударными площадками и камерой предварительного твердения расположен пост выдержки. Поступившие в камере предварительного твердения массивы набирают нормируемую пластическую прочность, необходимую для снятия бортов и резки на изделия. Температура в камере теплового твердения регулируется системой нагрева камеры. Вид нагревательных элементов указывается в проекте линии.
Форма с массивом после камеры перемещается на передаточную тележку, с помощью которой ее подают на порталы резательного комплекса. Резательный комплекс состоит из порталов вертикальной продольной, вертикальной поперечной и горизонтальной резки массива газобетона на изделия заданных размеров. Резательный комплекс оснащен порталом автоматической разборки форм и порталом удаления обрези газобетона. Обрезь полностью утилизируется в технологическом цикле. Борта форм накопительным конвейером переноса бортов подаются на пост сборки форм.
Газобетонные изделия на поддоне тележки подаются к камеру окончательного твердения. В камере окончательного твердения для набора прочности газобетонных блоков используют тепло гидратационного твердения цемента и потому не оборудуют дополнительными нагревательными приборами.
Прошедшие камеру тележки разрезанным массивом попадают на пост снятия и упаковки готовых изделий на поддон. Очищенная и собранная опалубка поступает на пост подогрева, а затем на пост смазки форм. После этих операций опалубка готова под заливку газобетонной смеси. Цикл повторяется.
4. Утилизация обрези.
Обрезь газобетонного массива собирается ленточными транспортерами и подается в систему утилизации. Технологическое оборудования позволяет возвратить обрезки распиловки в технологический процесс с восстановленной гидравлической активностью.
Технологические преимущества линии «AER-100»
|
№ п/п
|
Преимущества покупки линии ООО «Экостройматериалы»
|
Получаемый технико-экономического эффект.
|
|
1
|
Полностью автоматизированная конвейерная линия. Пульты управления оснащены сенсорными панелями.
|
Стабильное качество при минимальном количестве работников.
|
|
2
|
Энергоэффективное формирование структуры материалы в двух камерах тепловлажностной обработки с использованием тепла химических реакций.
|
Исключение температурных градиентов в теле материала за счет управления температурными полями позволяет сформировать бездефектную матрицу газобетонного массива.
|
|
3
|
Пост механоактивированной поризации газобетонной смеси.
|
Механоактивация уменьшает количество воды затворения в газобетонной смеси, снижает расход вяжущего, либо повышает прочность.
|
|
4
|
Активация вяжущего перед смешением ингридиентов смеси.
|
Жидкостная механоактивация вяжущего снижает его расход.
|
|
5
|
Автоматизированная резка массива газобетона на принципах возвратно-поступательного движение режущего органа.
|
Минимизируется брак при распиловке, сокращается обслуживающий персонал.
|
|
6
|
Автоматическая разборка форм. Не реализовано у российских производителей оборудования.
|
Автоматизация разборки форм уменьшает трудозатраты при повышении качества продукции.
|
|
7
|
Активация и возврат обрези газобетонного массива в технологию.
|
Реализует принцип синтеза гидратов.
|
|
8
|
Оригинальные рецептуры смесей с учетом специфики местных сырьевых материалов.
|
Использование местного сырья с максимальным снижением себестоимости продукции.
|
|
9
|
Производство теплоизоляционных изделий из особо легкого газобетона с базовой маркой по средней плотности Д150.
|
Выпуск особо легких изделий из газобетонов обеспечивает эксклюзивно выгодное положение предприятия на строительном рынке, в связи с отсутствием отечественных производителей особо легких ячеистых бетонов.
|
 |
Рисунок 1. Компоновочная схема технологической линии AER-100.
1-пост заливки смеси, 2, 3 – посты ударного формования, 4 – пост выдержки и контроля массива перед камерой предварительного твердения; 5 – тележки с залитой смесью, находящиеся в камере предварительного твердения (высота камеры – 1500 мм); 6 – пост съема бортов опалубки; 7 – пост среза горбушки и подрезного слоя; 8 – пост продольной резки; 9 – пост поперечной резки; 10, 11 – посты кантования массива и сбора обрези; 11 – камера окончательного твердения (высота 1500 мм); 12 – пост съема готовой продукции; 13 – пост контроля чистоты поддона опалубки; 14 – пост сборки опалбки; 15- пост автоматической смазки; 16 – пост нагрева опалубки перед заливкой; 17, 18 – система водоподготовки; 19 – склад тонкодисперсного наполнителя; 20 – смесительная этажерка с весовыми дозаторами сырьевых компонентов; 21 – промежуточный склад домолотого цемента; 22 – система переработки и утилизации обрези.
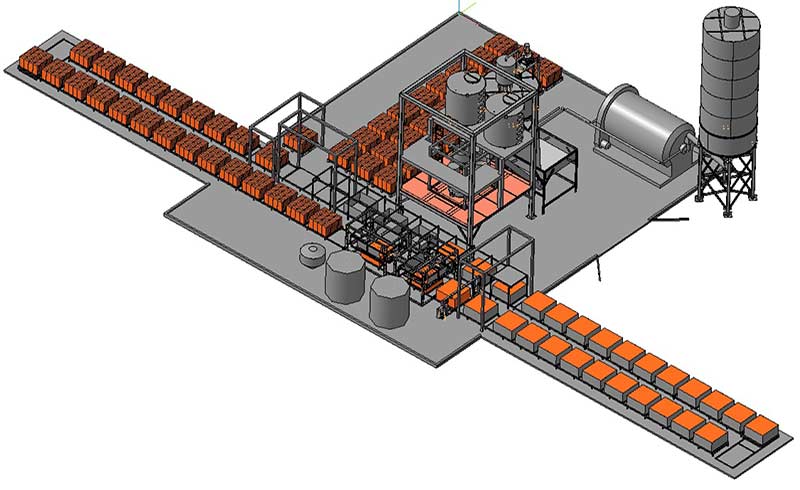
Рисунок 2. Вид линии 3D.
Рисунок 3. Монтаж оборудования линии AER-100: а) - общий вид монтируемой линии со стороны склада сырьевых материалов; б) - вид линии от шлам-бассейнов; в) – портал съема бортов и линия резки; г) – смесительная этажерка.
Рисунок 4. Вид резательного комплекса технологической линии AER-100.
Спецификация необходимого оборудования.
|
№ пп
|
Наименование единицы оборудования
|
Кол-во, шт.
|
|
Складирование сырья
|
|
1.1.
|
Бункер цемента 60 т
|
1
|
|
1.2.
|
Датчик уровня лопастной (импорт)
|
2
|
|
1.3.
|
Фильтр цементный (импорт)
|
1
|
|
1.4.
|
Клапан сброса давления (импорт)
|
1
|
|
1.5.
|
Система аэрации (импорт)
|
1
|
|
1.6.
|
Шнековый питатель ( длина уточняется в ходе проектных работ по линии) (импорт)
|
1
|
|
1.7.
|
АСУ подачей и дозацией вяжущего в помольное отделение
|
1
|
|
Примечание.
Стоимость импортного оборудования уточняется на момент заключения договора на поставку, в связи с колебаниями валютного курса.
|
|
Итого:
|
1 397 800
|
|
Домол и сепарация вяжущего
|
|
2.1.
|
Мельница шаровая сухого помола
|
1
|
|
2.2.
|
Комплект мелющих тел
|
1
|
|
2.3.
|
Шнековый питатель подачи домолотого вяжущего в классификатор
|
1
|
|
2.4.
|
Воздушно-центробежный класссификатор
|
1
|
|
2.5.
|
Фильтр рукавный
|
1
|
|
2.6.
|
Циклон-осадитель
|
1
|
|
2.7.
|
Промежуточный бункер цемента
|
1
|
|
2.8.
|
АСУ процессом помола и сепарации
|
1
|
|
2.9.
|
Вентилятор напорный (поставка заказчика)
|
1
|
|
2.10.
|
Вентилятор аспирационный (поставка заказчика)
|
1
|
|
2.11.
|
Система воздухопроводов с задвижками и питателями (поставка заказчика, после привязки проекта к производственному помещению)
|
1
|
|
2.12.
|
Конструкции для монтажа и эксплуатации оборудования (поставка заказчика, после привязки проекта к производственному помещению)
|
1
|
|
2.13.
|
Пусконаладочные работы
|
1
|
|
Итого :
|
18 437 000
|
|
Оборудование для работы с тонкодисперсным наполнителем
|
|
3.1.
|
Бункер тонкодисперсного наполнителя
|
1
|
|
3.2.
|
Шнековый питатель (длина уточняется в ходе проектных работ по линии
|
1
|
|
Итого:
|
517 000
|
|
Дозирование, приготовление и формование газобетонной смеси
|
|
4.1.
|
Автоматический дозатор цемента/микронаполнителя с тензометрией (задвижка в составе)
|
1
|
|
4.2.
|
Оборудование отделения приготовления алюминиевой суспензии
|
1
|
|
4.3.
|
Дозатор воды с тензометрией, системой контроля температуры.
|
1
|
|
4.4.
|
Дозатор добавок с тензометрией
|
2
|
|
4.5.
|
Оборудование отделения приготовления добавок
|
1
|
|
4.6.
|
Система водоподготовки
|
1
|
|
4.7.
|
Газобетоносмеситель СПГБ- 1000
|
1
|
|
4.8.
|
Ударная площадка
|
2
|
|
4.9.
|
Дозатор отходов распиловки газобетона
|
1
|
|
Итого:
|
4 450 000
|
|
Получение газобетонных изделий резкой
|
|
5.1.
|
Портал съема бортов форм
|
1
|
|
5.2.
|
Конвейер переноса бортов форм
|
1
|
|
5.3.
|
Порталы вертикальной поперечной резки массива
|
1
|
|
5.4.
|
Портал вертикальной продольной резки массива
|
1
|
|
5.5.
|
Портал горизонтальной резки
|
1
|
|
5.6.
|
Портал съема продукции
|
1
|
|
5.7.
|
Портал упаковки продукции
|
1
|
|
5.8.
|
Портал подготовки и сборки форм
|
1
|
|
5.9.
|
Кантователь массива
|
1
|
|
5.10.
|
Опалубка сборная (тележка передвижная с колесами + съемные борта)
|
-
|
|
5.11.
|
Тележки передаточные
|
2
|
|
5.12.
|
Толкатели конвейерные реечные
|
6
|
|
5.13.
|
Разработка конструкторской документации
|
1
|
|
5.14.
|
Конвейерная система сбора обрези
|
1
|
|
5.15.
|
Конструкции камер ТВО, в том числе рельсовые пути и агрегаты нагрева (поставка заказчика)
|
1
|
|
Итого:
|
9 987 000
|
|
Система автоматизации
|
|
6.1.
|
Система АСУТП
|
1 750 000
|
|
Система утилизации отходов
|
|
7.1.
|
Система утилизации отходов
|
1 200 000
|
|
7.2.
|
Система трубопроводов с задвижками (поставка заказчика, после привязки проекта к производственному помещению)
|
-
|
|
Пусконаладочные работы и шеф-монтаж
|
|
8.1.
|
Пусконаладочные работы и шеф-монтаж
|
1 600 000
|
|
Согласование технического задания, проектирование технологической линии
|
|
9.1.
|
Согласование технического задания, проектирование технологической линии
|
95 000
|
|
Итого (в т.ч. НДС 18%), руб. :
|
39 433 000
|
Срок изготовления оборудования 6 месяцев после получения предоплаты. Предоплата за изготовление оборудования 50%, через месяц второй платеж в размере 20%, оставшаяся сумма в размере 30% перечисляется в течение 20 дней после получения Заказчиком уведомления о готовности оборудования.
Предоплата за пусконаладочные работы 60% до начала ведения работ, 40% после завершения работ.
Примечания:
- Рамные конструкции, лестничные пролеты, ограждения и т.п. предоставляют Заказчиком.
- Прокладка рельсовых путей, устройство камер ТВО, устройство фундаментов и приямков по конструкторской документации изготовителя выполняется Заказчиком.
- Размер закрытых производственных площадей должен быть от 1000 м2, высота основного помещения от 3,5 метров, высота смесительного отделения от 8,5 метров. Оборудование линии размещается в помещении размером 500 м2.
- Температура в зимнее время в помещении не менее 5 град.
|















))